|
Ultrazvuková kontrola na vertikálním hřídeli kaplany
turbíny
Na kuželovém přechodu z hřídele
do přírubové časti na straně turbíny byly zjištěny defekty komunikující s povrchem. Při následné
ultrazvukové kontrole u výrobce provedené standardní odrazovou metodou byly na vícerých místech pod
kuželovým přechodem zjištěny vnitřní defekty v hloubce několika desítek milimetrů...
podrobné
informace na požádání
Zkoušení laserových svarů
nosníku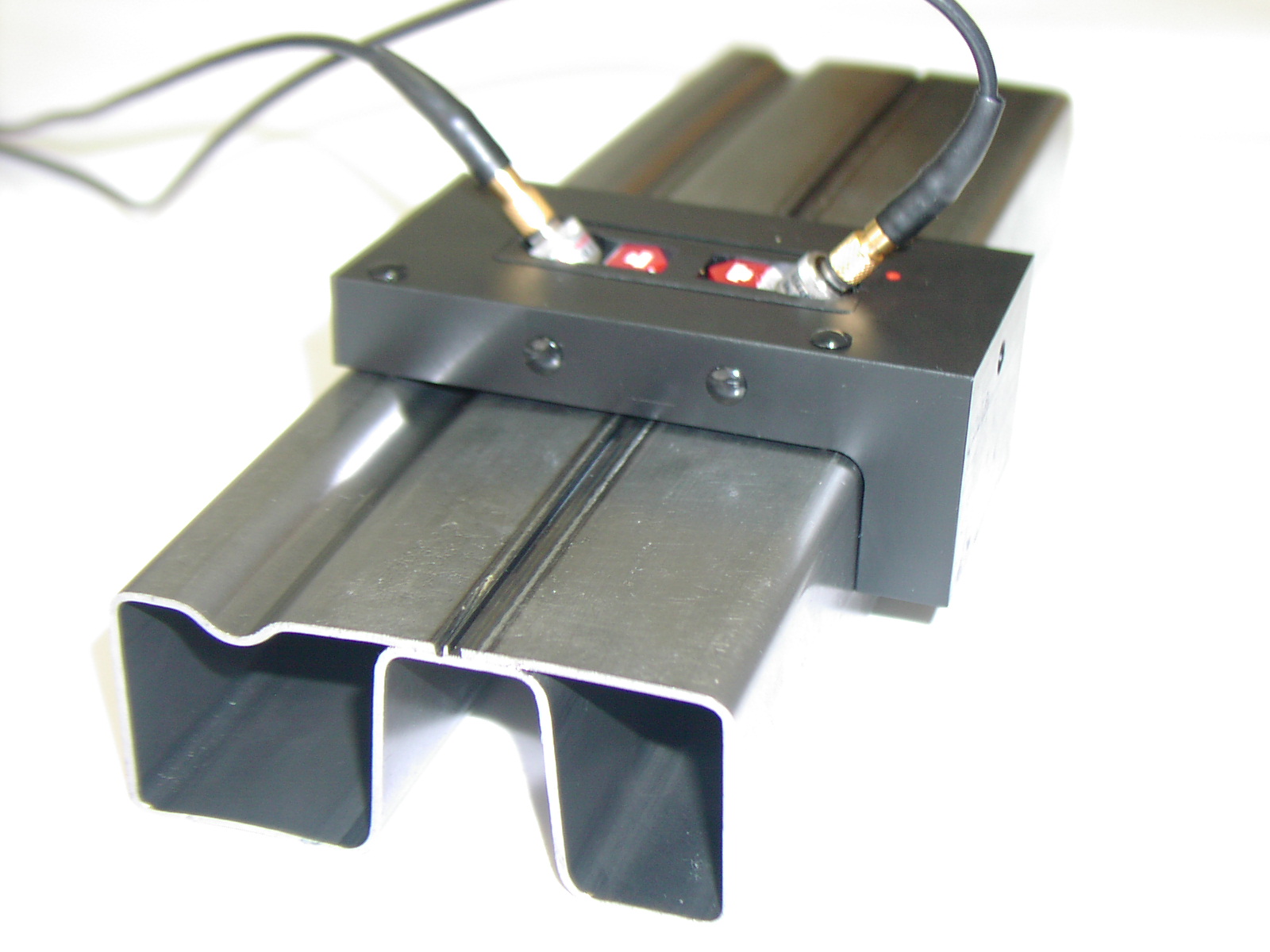
Na nosníku, jehož profil je tvořen ohýbaným
plechem tloušťky si 2mm jsou dva podélné laserové svary spojující část profilu. Je požadováno zkoušet
oba svary po celé délce. Při zkoušce je kladen důraz na kvalitu spoje, vytvořeného laserem, na rozhraní mezi
spodní a horní častí plechu...

Technický prospekt v
pdf
Praktické příklady použití ultrazvukových sond
phased array v energetickém průmyslu
.jpg)
Použití techniky phased array sond je v současné době vynikající metodou, kterou je
možno doplnit klasické metody nedestruktivního zkoušení, případně kontrolovat v minulosti velmi
problematická místa na energetických zařízeních. S vysokou přesností dokáže odhalit různě orientované
trhliny, praskliny, které nebyly v minulosti vůbec zjistitelné...
Technický
prospekt v pdf
Kontrola přilnutí spojení vložky s tělesem válce bloku motoru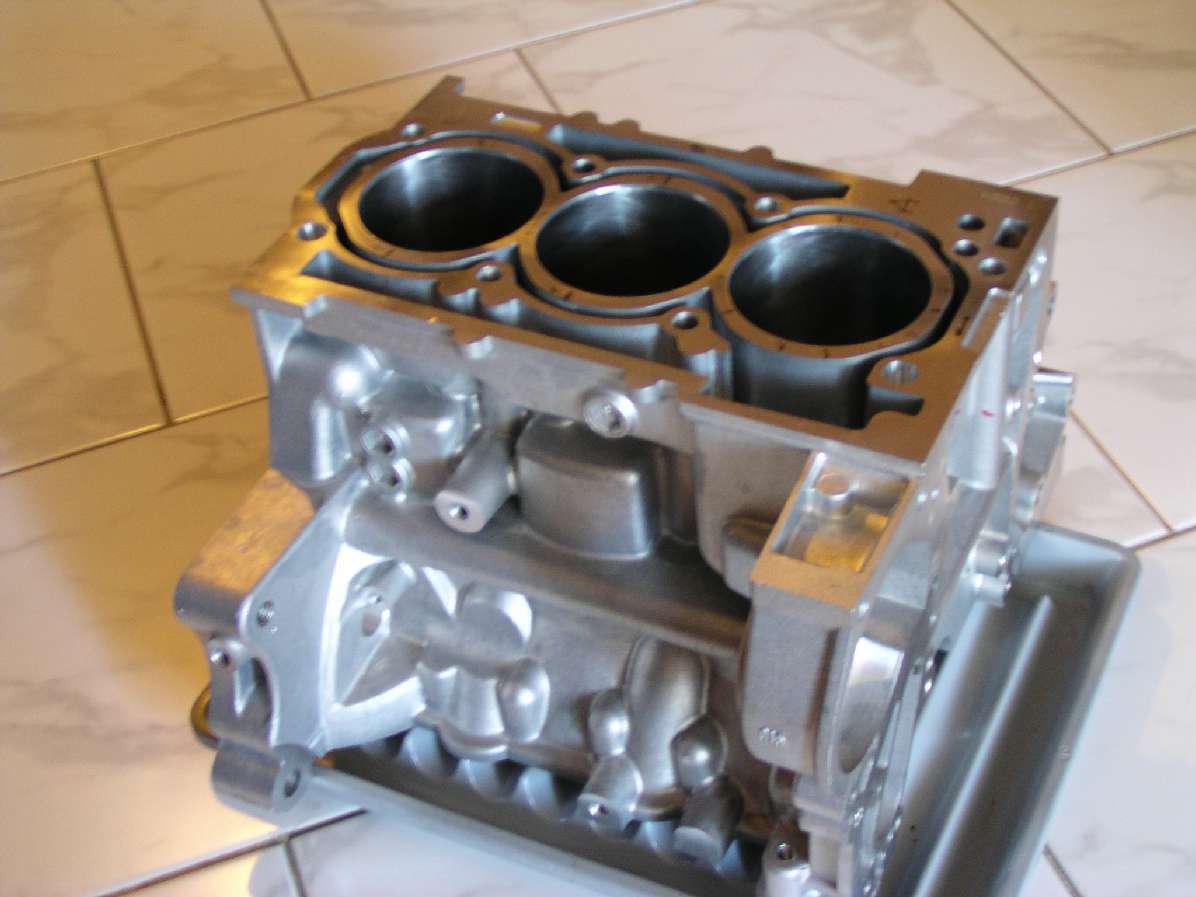
Vložky do válců jsou litinové, jejich tloušťka je v konečném stavu asi 2,5 mm a
vnější povrch není hladký, ale je opatřen závitem (resp. obvodové drážky) po celé své délce. Blok motoru je
odlitek z Al slitiny, tloušťka válcové části, do které se vkládají vložky, je spolu se stěnou vložky 6 - 8
mm – měřeno na horním okraji válců. Zákazník má zájem zjišťovat "přilnavosti" spojení
vložky s válcem, protože nedokonalé spojení představuje zhoršení prostupu tepla a jeho odvodu z vložky do
bloku motoru...
Technický prospekt v pdf
Využití sond s odrazem 30-70-70 při zkoušení tupých V svarů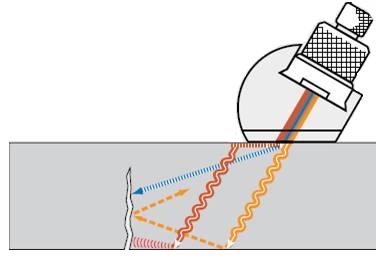
Častým problémem při zkoušení tupých V svarů ultrazvukem je odlišit neprůvar od
krápníků. Obě tyto vady se projevují velmi podobnými indikacemi. Jejich echa mají přibližně stejnou
amplitudu s maximem ve vzdálenosti odrážejícího se místa nacházejícího se v těsné blízkosti osy svaru.
Krápníky jsou považovány za nepodstatné a přípustné vady, neprůvary jsou téměř vždy považovány za
nepřípustné, pokud kořen svaru není přístupný vizuální kontrole, což je případ všech obvodových svarů
potrubí. Pracovník defektoskopie stojí vždy před nelehkou úlohou..
Technický
prospekt v pdf
Nové trendy zjišťování korozního napadení objektů na skladování a transport nebezpečných
látek.

Pro každé zařízení ať už je to potrubí nebo
skladovací nádrž s nebezpečnými látkami je nutné zabezpečovat pravidelnou kontrolu a údržbu. Dobrá znalost
technického stavu je nezbytná pro bezpečný provoz. Z hlediska pravidelné diagnostiky je nedestruktivní
kontrola korozního napadení velmi důležitá. V čase odstávky nebo i za provozu je mnohdy problematické
použít klasické metodiky nedestruktivního zkoušení, protože existují různé omezení jako je povrch materiálu,
izolace, teplota, umístění objektu a pod...
Technický prospekt v pdf
Možnosti ultrazvukové kontroly keramických izolátorů v praxi

Výroba keramických izolátorů
představuje složitý proces, při kterém může dojí k výrobě vadných izolátorů s vnitřními vadami jako
jsou nehomogenita typu kovových vměstek, přeložka hmoty, prasklina a podobně. Tyto vady se projevují až při
konečné zkoušce pevnosti nebo až po určité době provozu, což je nežádoucí. Neodhalené vady znamenají zvýšené
náklady a straty výrobce nebo zbytečné škody u provozovatele vedení. Aby bylo možné takovéto ztráty
minimalizovat je vhodné v procesu výroby tyto izolátory kontrolovat...
Technický prospekt v pdf
Porovnání výsledků měření s jedno měničovými a phased array sondami při ultrazvukové
kontrole keramických izolátorů VVN

U vedení vysokého napětí 440 kV docházelo v posledních
letech k výrazně vyššímu počtu havárií. Náklady spojené s přerušením dodávky elektrického proudu a následným
odstraněním poruchy jsou velmi vysoké. Použití nedestruktivní kontroly ultrazvukem se ukázalo jako
nejúčinnější metoda při kontrole exponovaných tyčových izolátorů bez jejich mechanického porušení. Výsledky
ultrazvukové kontroly napomohli uživateli s vysokou přesností rozhodnout o stave jednotlivých vedení
a plánovat výměnu keramických izolátorů na jednotlivých liniích vedení VVN 440 kV...
Technický
prospekt v pdf
Přednosti a využití S, B a C zobrazení
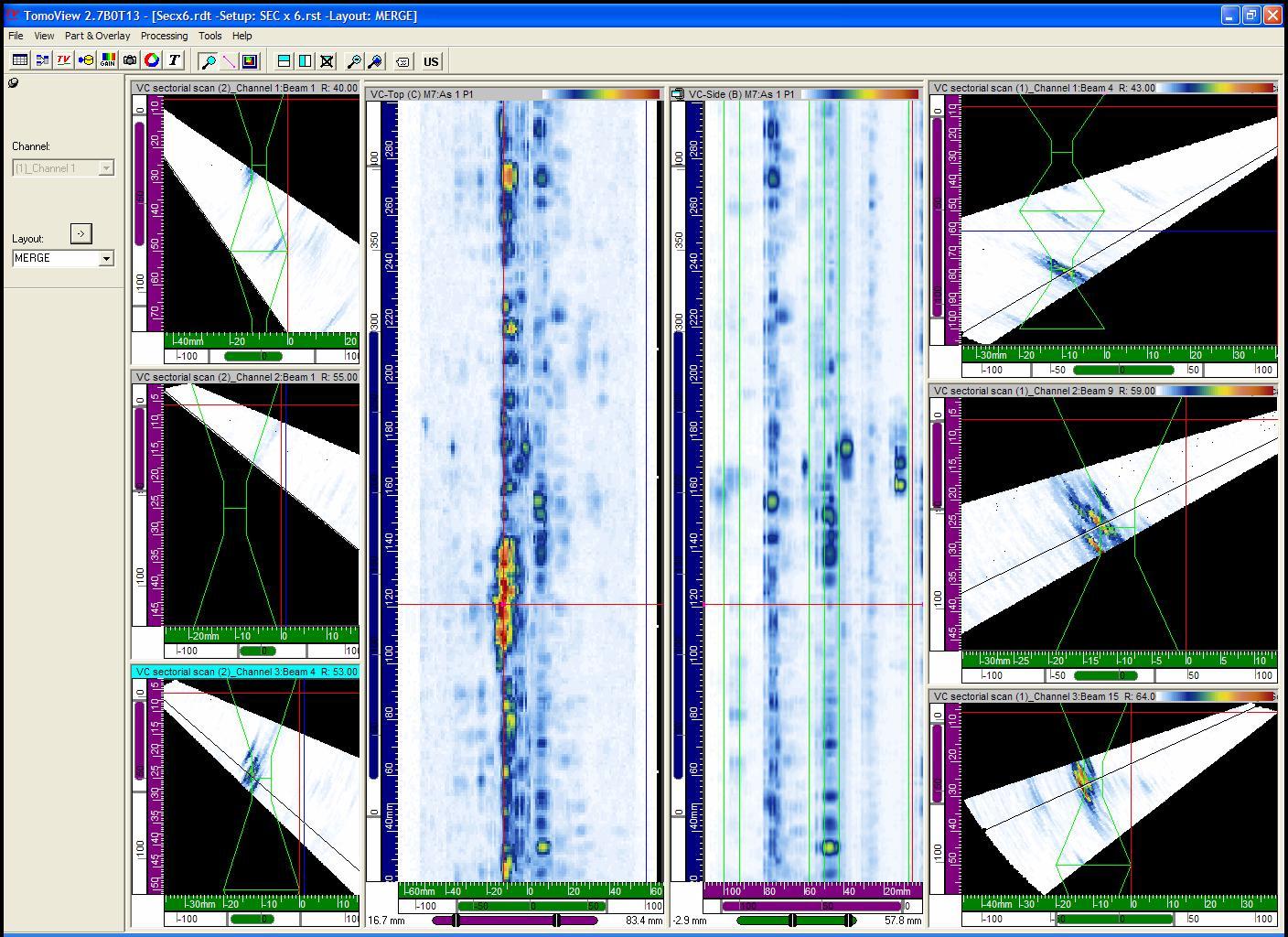
Tlustostěnné výkovky patří k výrobkům,
u kterých jako jediná prakticky použitelná NDT metoda zjišťování vnitřních defektů přichází
v úvahu zkoušení ultrazvukem. Je obecně známo, že defekty, vyskytující se ve výkovků jsou
orientovány převážně paralelně s vlákny, přičemž, může jít o celé spektrum různě závažných
defektů od vměstků až po trhliny různého původu. Vady jako trhliny se můžou vyskytnout už při procesu
výroby. Velké výkovky jsou většinou vystaveny v provozu velkému namáhání, trhliny se mohou vyvinout až jako
výsledek degradačních procesů po dlouhodobém provozu. Tyto nejzávažnější defekty, které můžou vyřadit
zařízení z provozu, zpravidla není možno dodatečně charakterizovat tzv. náhradní velikostí, ale bylo by
potřeba zobrazit jejich rozložení v průřezu výkovku. Tuto úlohu mohou splnit zobrazení S, B a C...
Technický prospekt v pdf
Zkoušení zámků lopatek turbín sondami s fázovanou soustavou
měničů

Zámek lopatek turbín je místo výskytu trhlin, které můžou
ohrozit provoz samotné turbíny. Je to díl komplikované geometrie, v provozu zpravidla nepřístupný žádné
povrchové ani vizuální metodě nedestruktivního zkoušení. Prakticky jedinou možnou metodou jejich kontroly je
ultrazvuková odrazová metoda.Technikou "phased array" je při zkoušení zámků lopatek turbín možno
odhalit trhliny na místech, kde by to klasickou technikou nebylo možné. Semotné provedení zkoušky je rychlé,
nález je prezentován ve formě sektorového obrazu s možností uložení pro účely dokumentace nebo posouzení
změn při následných měřeních. Díky těmto přednostem může byt "phased array" velmi užitečnou
diagnostickou technikou schopnou včas odhalit defekty v zámcích lopatkových segmentů, které můžou vést až k
havárijím.
Technický
prospekt v pdf
Zkoušení bodových svarových
spojů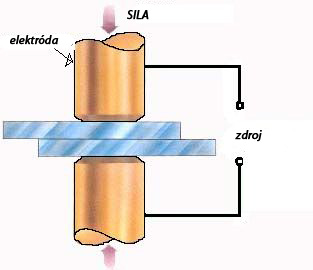
Dlouhodobou spoluprací s domácími, ale i
zahraničními výrobci automobilů ( např. VW Slovakia Bratislava, Škoda Auto Mladá Boleslav .... ), tým
pracovníků společnosti vypracoval postupy, metodiku kontroly bodových svarů ultrazvukem, hodnocení
zjištěných nálezů a jejich archivace pro tvorbu statistik. Ultrazvukovou kontrolou je možno včas odhalit
zhoršující se trend kvality bodových svarů a také z ekonomického hlediska eliminovat tzv. sekáčovou zkoušku,
při které dochází k znehodnocování karosérií a produkci šrotu.
Technický prospekt v pdf
Zkoušení heterogenních a austenitických svarů technikou Phased Array a
technikou TOFD

V provozech jaderné
energetiky, těžkém a chemickém průmyslu se poměrně často potkáváme s problémem zkoušení heterogenních svarů
spojujících feritické a austenitické části či s problémem zkoušení austenitických svarových spojů. Vzhledem
na fakt, že tyto svary se standardními ultrazvukovými technikami zkoušejí velmi obtížně, je opodstatněné
použít několik technik ultrazvukového zkoušení a na základě výsledků těchto testů vybrat nejvhodnější z nich
pro zkoušení v reálných provozních podmínkách. V našem, níže popsaném případě, byly zkoušeny kontrolní svary
simulující svary potrubí ∅351/36 mm, přičemž byla využita technika phased array a technika TOFD, s
využitím přístrojem OmniScan MX firmy R/D tech.
Technický prospekt v pdf
Využití technik TOFD a phased array při zkoušení svarů dlouhodobě
namáhan ých a provozovaných tlakových
nádob ých a provozovaných tlakových
nádob
Jedním z požadavků při nedestruktivním zkoušení dlouhodobě provozovaných
tlakových zařízení je, aby použitá NDT metoda byla schopna včas zjistit rozvoj defektů ve svarových spojích
a zkontrolovat oblasti, kde byly nepřípustné defekty ve svarech odstraněny. V případě nádob s větší
tloušťkou stěny se svary zkoušejí ultrazvukovou metodou, v našich podmínkách bohužel zatím stále velmi často
realizovanou jako manuální zkoušení s analogovými, v lepším případě digitálními ultrazvukovými
přístroji a vyhodnocením nálezů založených na hodnocení amplitudy ech metodou AVG případně pomocí křivek
DAC. Jako nejběžnější způsob opravy vadných úseků svarů tlakových nádob se používá vybroušení nepřípustné
vady s plynulým přechodem do základního materiálu.
Technický
prospekt v doc
Techniky zkoušení svarů ultrazvukem a
kritéria přípustnosti

Zkoušení ultrazvukem je uznávanou
defektoskopickou metodou často používanou na zkoušení svarových spojů. Zkoušení zahrnuje široký rozsah
tloušťek svařovaných materiálů a tím i různé typy svarových spojů. Moderní techniky TOFD a „phased
array“ mají zvláštní význam při zkoušení svarů dlouhodobě provozovaných tlakových nádob, a to pro
schopnost určit hloubku a rozměr defektu ve svaru, což je klasickou ultrazvukovou metodou často nemožné. I
přes zřejmé přednosti se u nás tyto techniky prosazují dost těžko. Jednou z příčin je fakt, že většina
stávajících norem a tedy i kritérií přípustnosti je stavěných na klasickou ultrazvukovou odrazovou techniku
a hodnocení nálezů na základě amplitudy odraženého signálu. V současnosti jsou už sice techniky TOFD a
„phased array“ akceptovány některými významnými předpisy (ASME Code), avšak vzhledem k
přísnějším kritériím přípustnosti u TOFD zákazníci – provozovatelé často trvají na klasických metodách
zkoušení, především, když jsou uvedeny v příslušných nařízeních nadřízeného technického
dozoru.
Technický
prospekt v pdf
Diagnostics of insulators Failures
on Overhead Lines (ENG)

At this part is desription of the
diagnostic and ultrasonic method that provides inspection on the hanging insulators of interrupted high-
voltage transmission lines. It describes different localization and types of the defects under hanging metal
armature. The method explains the causes which guided to the evaluating cracks on the end of ceramic
insulators under hanging metal armature. The ultrasonic diagnostic helps to find the defective insulators
and recommends to use them for another duty or exchange them.
Technický prospekt v pdf
Ultrazvuková kontrola obvodových svarů potrubí pomocí ultrazvukových sond phase
array.
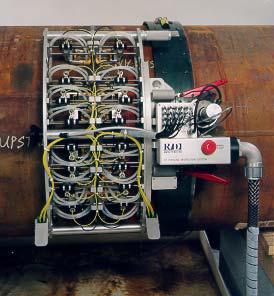
Úlohou mechanizované
ultrazvukové kontroly je nahradit zejména radiografickou kontrolu, protože je rychlejší, bezpečnější a dává
lepší informace o velikosti a poloze defektu. Její významnou výhodou je to, že proti radiografii v mnohých
případech výrazně snižuje náklady kontroly. Při kontrole kvality a spolehlivosti obvodových svarů potrubí
plynovodů nebo ropovodů se doposud využívaly a využívají systémy s použitím několika ultrazvukových sond
umístěných po obou stranách obvodového svaru, ze kterých každá dvojice sond byla zaměřena na určitou část
průřezu svaru ( viz. uvedené obrázky). Takových sond musí být použito několik, tak aby se zkontroloval celý
průřez svaru – kritické zóny a zároveň minimalizoval čas kontroly.
Technický
prospekt v doc
Techniky detekce a určení velikosti
souvislých trhlin 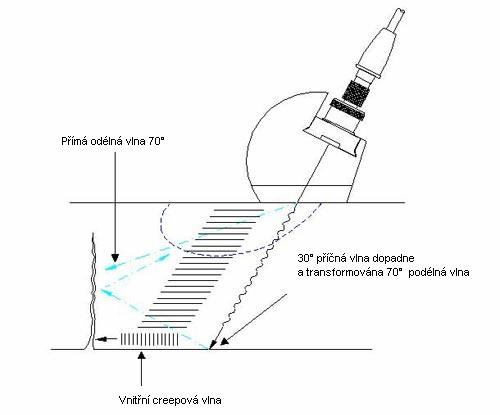
Byly-li podle obecných norem
nebo regulačních směrnic detekovány souvislé trhliny na vnitřním povrchu, musí být následně přesně stanoven
rozměr. Při tomto výchozím procesu je obvykle vyžadováno použití stejné 1.5, 2.25 nebo 5MHz frekvence příčné
vlny úhlové sondy, která byla použita během detekce. Následné vyhodnocení signálu amplitudy, doba dopadu a
odrazu, dynamika echa a doba trvání impulsu pomohou určit, jestli je tento signál odrazem z vnitřního
povrchu, protilehlého vývrtu, kořene svaru nebo zda jde o skutečnou vadu. Další metodou, která může být
použita pro stanovení vady je použití jednoměničové sondy s podpovrchovou vlnou. Tento postup je stále
oblíbenější pro svou jednoduchost a proto, že zajišťuje zároveň jak detekci tak i předběžnou informaci o
velikosti vady.
Technický
prospekt v pdf
Ultrazvuková technika TOFD při
určení hloubkových rozměrů vad

Už v
počátcích ultrazvukového zkoušení se vyvíjelo značné úsilí na hledání takové techniky zkoušení, která by
poskytovala názorný obraz nálezů ve zkoušené části a vysokou míru reprodukovatelnosti. Vzorem byla do značné
míry radiografie a očekávalo se, že ultrazvukem je v zásadě možno získat obraz skutečných vad materiálu,
pokud jsou dost velké. Z fyzikálního hlediska šlo vlastně o zlepšení rozlišovací schopnosti. Tento cíl se
podařilo do značné míry splnit ultrazvukovou tomografií. Principiálně však není možno očekávat kvalitu
zobrazení porovnatelnou s radiografií. V porovnání s radiografií je rozlišovací schopnost a citlivost
dosažená ultrazvukem řádově horší, což vyplývá z vlnové povahy ultrazvuku. Tento nedostatek na druhé straně
vyvážila možnost získání obrazu vad u tlustostěnných materiálů v oblasti limitu prozářitelnosti, kde
radiografie už neposkytovala dostatečně kontrastní snímky.
Technický prospekt v pdf
|








